


Our operations utilize advanced CNC turning technology. Control systems manage X-axis (radial), Z-axis (axial), and C-axis (spindle indexing) movements, enabling three-axis simultaneous machining of complex profiles. Programming methods include manual G-code input, automated CAM software generation, and parametric programming with simulation verification. Machining capabilities cover diameters from φ6 to 800mm and lengths up to 1500mm. Precision specifications include dimensional tolerances of IT6–IT8, repeatability of ±0.005–0.01mm, geometric tolerances of 0.01–0.05mm, and surface roughness of Ra 0.4–3.2μm. Operational parameters feature spindle speeds of 50–5000 rpm, feed rates of 0.001–500 mm/min, and rapid traverse speeds of 24–36 m/min. Equipment includes 8–12 station automatic tool turrets and supports multi-tasking capabilities such as milling, drilling, and tapping using live tooling.
|
dimensional accuracy |
OD |
ID |
T(C) |
DP |
DA |
|
unit:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.0001 |
|
Geometric accuracy |
roundness |
coaxiality |
straightness |
cylindricity |
circular runout |
|
unit:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
production capacity |
1~999999 pcs |
1~999999 pcs |
1~999999 pcs |
1~999999 pcs |
1~999999 pcs |
|
production cycle |
3-20 days |
3-20 days |
3-20 days |
3-20 days |
3-20 days |
Equipped inspection instruments and measuring tools include: CMMs, vision measuring systems, profile projectors, laser diameter gauges, laser interferometers, surface roughness testers, roundness testers, toolmaker's microscopes, stereo microscopes, micrometers, pin gauges, dial indicators, high-precision micrometers, electronic height gauges, calipers, gauge blocks, hardness testers, and thread gauges.
As a professional lathe machining manufacturer, Sanluo Precision offers a wide range of CNC turning services: shaft components (stepped shafts with ≥5 steps and ±0.01mm precision per step; eccentric shafts with 0.5–50mm eccentricity and ±0.02mm precision; spline shafts with IT7-grade spline profiles), sleeve components (bushings with 0.02mm concentricity between inner and outer diameters and uniform wall thickness; flanges with 0.03mm end-face flatness and ±0.05mm hole-spacing precision), disc components (slots with ±0.05mm width and ±0.1mm depth precision; discs with holes ranging from φ5–100mm and ±0.05mm hole-position precision), threaded components (external and internal threads with ±0.01mm pitch precision, ±5′ thread profile half-angle, and 6H/6g fit class), contoured components (spherical/conical/arc surfaces with 0.05mm profile tolerance and Ra 0.8μm surface finish), and thin-walled components (1–3mm wall thickness with ±0.05mm uniformity and <0.01mm deformation). We provide professional, customized CNC turning services to global clients.
|
Parameter Category |
Details |
|
Model |
MultiSwiss 6x32 |
|
Core Positioning |
Multi-spindle precision turning |
|
Number of Axes |
6 axes |
|
Machining Capacity |
Max bar diameter: 32 mm |
|
Spindle System |
6 independent spindles with hydrostatic bearing sleeves, maximum spindle speed: 6,000 rpm |
|
Core Advantages |
Ideal for mass production of small parts in medical, semiconductor, hydraulic and other industries |
|
Typical Application |
PrecisionCNC turning components |
|
Parameter Category |
Details |
|
Model |
302Mi-CNC |
|
Brand |
Schaublin |
|
Core Positioning |
Flexible mass production |
|
Number of Axes |
/ |
|
Machining Capacity |
Max swing diameter: 200 mm, Spindle bore: 14.5/19 mm |
|
Travel & Feed Speed |
X-axis travel: 140 mm, Z-axis travel: 240 mm; Rapid feed rate of X/Z axis: 12 m/min |
|
Spindle Speed |
0-8000 rpm |
|
Turret System |
12-station VDI16 turret, 6 driven tool stations, Max speed of driven tools: 6000 rpm |
|
Core Advantages |
Supports multiple processing modes including gang tool turning, turret turning, and combined turret turning with grinding/milling |
|
Typical Application |
PrecisionCNC turning components |



The following case studies are from actual production projects at Sanluo Precision. All data has been verified using CMM, roundness testers, and other inspection equipment.
|
Item |
Details |
|
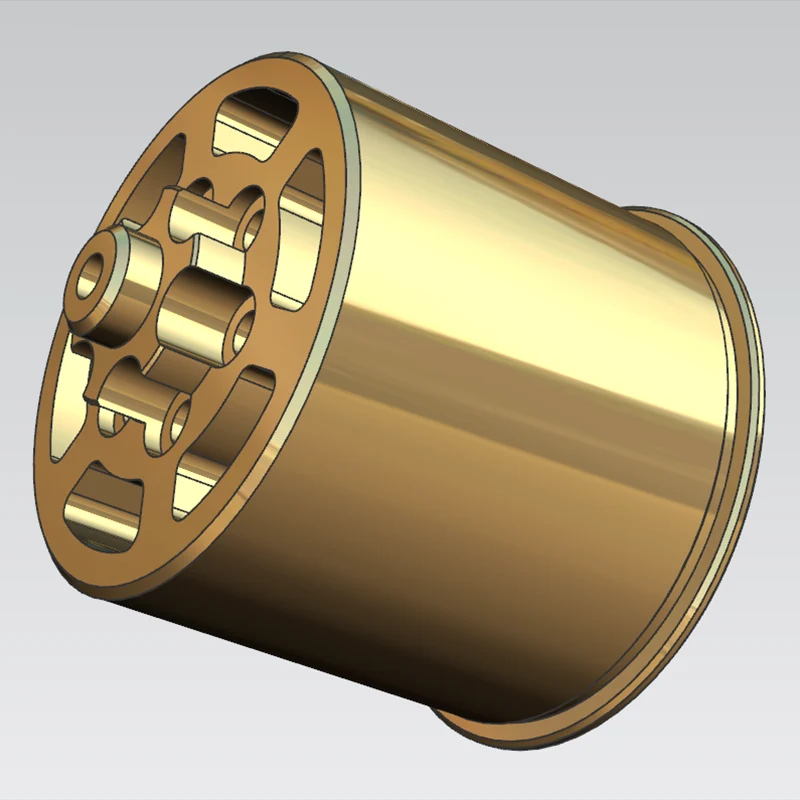
Part Name |
70 Series Motor Rotor Mount |
|
Material |
TC4 Titanium Alloy |
|
Application |
High-speed, lightweight industrial motor–core load-bearing component |
|
Customer Type |
Domestic industrial equipment manufacturer |
Drawing Requirements:
Coaxiality between inner bore and outer diameter: ≤ 0.02mm
End-face runout: Must comply with drawing specifications
Positional accuracy of end-face threaded holes and locating slots
All unspecified geometric tolerances: GB/T 1184-h level
Material Machining Difficulties (TC4 Titanium Alloy):
High hardness and poor thermal conductivity
Prone to built-up edge (BUE) and tool deflection
Heat concentrates during cutting, causing thermal deformation
Previous Supplier Issues:
The customer previously used conventional turning with another supplier. Due to clamping errors and tool deflection:
Coaxiality consistently exceeded tolerances
Excessive vibration and noise during motor operation
Multiple rework attempts failed to resolve the issues
|
Process Step |
Specific Measures |
|
Clamping |
Single-setup machining of OD, end face, and ID–eliminates clamping errors |
|
Rough Machining |
0.2mm finishing allowance left on critical surfaces |
|
Cooling |
TC4-specific extreme-pressure cutting fluid throughout–controls temperature, prevents thermal deformation |
|
Finishing |
High-rigidity tooling + low speed, high feed parameters–reduces tool deflection |
|
Secondary Operations |
Threaded holes and locating slots machined with custom fixtures –ensures positional accuracy |
Inspection Equipment:
CMM (Coordinate Measuring Machine)
High-precision roundness tester
100% full inspection of all critical dimensions
Measured Precision Data:
|
Inspection Item |
Measured Value |
Drawing Requirement |
|
Coaxiality (ID to OD) |
≤0.01mm |
≤0.02mm |
|
End-face Runout |
≤0.008mm |
Meets GB/T 1184-h |
|
Positional Accuracy |
Pass |
Meets specification |
Customer Acceptance:
First-pass approval on prototype samples
Smooth rotor assembly
Motor vibration and noise levels within design limits
Customer Feedback:
"Previous suppliers couldn't achieve the required coaxiality, causing severe vibration. Sanluo's high-precision CNC turning eliminated clamping errors and tool deflection at the source."
5. Long-Term Cooperation Results
Rotor mounts are operating stably in customer equipment
Strength and operational stability meet all requirements
Customer has awarded all subsequent orders to Sanluo Precision
|
Item |
Details |
|
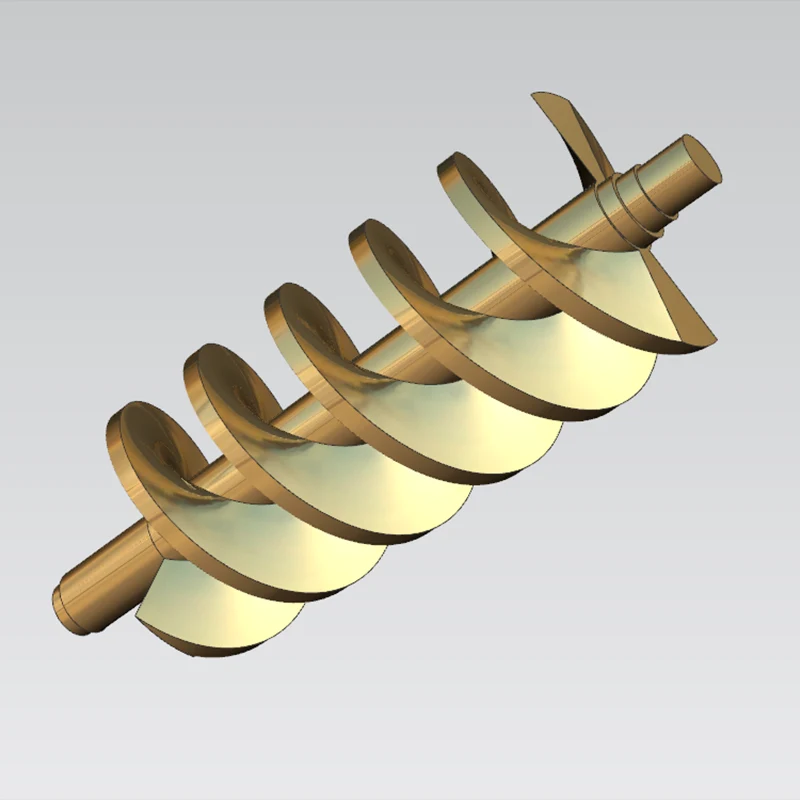
Part Name |
50B Series High-Speed Motor Drive Shaft |
|
Material |
40Cr Quenched & Tempered Steel |
|
Material Hardness |
HRC 32–36 |
|
Application |
High-speed motor core shaft–affects rotational speed and stability |
|
Customer Type |
Domestic industrial motor manufacturer |
Drawing Requirements:
Multi-step journal coaxiality ≤ 0.008mm
Journal end-face runout ≤ 0.008mm
Positional accuracy of end-face threaded holes
Material Machining Difficulties (40Cr, HRC32-36):
High cutting resistance
Prone to tool deflection
Heat concentration causes thermal deformation
Rapid tool wear on conventional carbide tools
Previous Supplier Issues:
The customer previously used conventional turning with another supplier. Due to clamping errors and tool deflection:
Journal coaxiality consistently exceeded tolerances
Failed dynamic balance requirements
Severe vibration during high-speed operation
Multiple rework attempts failed to resolve the issues
|
Process Step |
Specific Measures |
|
Clamping |
Single-setup machining of multi-step OD and end faces–eliminates multiple clamping errors |
|
Rough Machining |
0.3mm finishing allowance left on critical journals |
|
Cooling |
High-pressure through-spindle coolant –cools part, evacuates chips, prevents secondary scratching |
|
Finishing |
Ultra-fine-grain high-rigidity carbide tools + progressive layer cutting –releases stress, controls deflection |
|
Secondary Operations |
End-face threaded holes machined with coaxial positioning fixtures –ensures positional accuracy |
Inspection Equipment:
CMM (Coordinate Measuring Machine)
High-precision roundness tester
Dynamic balance tester
100% dual inspection (dimensions + dynamic balance)
Measured Precision Data:
|
Inspection Item |
Measured Value |
Drawing Requirement |
|
Multi-Step Journal Coaxiality |
≤0.006mm |
≤0.008mm |
|
End-face Runout |
≤0.005mm |
≤0.008mm |
|
Dynamic Balance |
Passed on first test |
No re-balancing required |
Customer Acceptance:
First-pass approval on prototype samples
Vibration and noise levels within design limits during high-speed operation
Dynamic balance test passed on first attempt
Customer Feedback:
"Previous suppliers couldn't meet the coaxiality requirements even after multiple reworks. Sanluo's high-precision CNC turning eliminated clamping errors and tool deflection at the source."
Rotor shafts are operating stably in customer equipment
No stress-induced deformation or abnormal wear in batch production
Customer has established a long-term outsourcing partnership with Sanluo Precision
|
Equipment |
Purpose |
|
CMM (Coordinate Measuring Machine) |
Full-dimension inspection, 0.003mm accuracy |
|
High-Precision Roundness Tester |
Roundness, coaxiality, runout measurement |
|
Dynamic Balance Tester |
High-speed shaft balancing |
|
White Light Interferometer |
Surface roughness measurement |
100% full inspection of all critical dimensions
First article inspection (CMM + roundness tester + roughness tester) before batch production
SPC process control with Cpk ≥ 1.67
Address
Guangming District, Shenzhen City, Guangdong Province, China
Tel









