


Our mill turn machining integrates turning and milling processes. Turning involves rotating the workpiece while the tool feeds to cut external diameters, internal bores, end faces, and threads; it is suitable for rotational parts with diameters of 5–800 mm, precision grades of IT7–IT9, and surface roughness of Ra 0.8–6.3 μm. Milling involves a rotating tool cutting planes, slots, and contours; it is suitable for square or irregularly shaped parts, with milling widths of 50–1000 mm, precision of ±0.02–0.1 mm, and surface roughness of Ra 1.6–6.3 μm.
The combined process—whether turning followed by milling, milling followed by turning, or alternating between the two—leverages turning to ensure concentricity and milling to machine planes, slots, and holes, resulting in high precision and efficiency for complex parts.
|
dimensional accuracy |
OD |
ID |
T(C) |
DP |
SH |
|
unit:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
Geometric accuracy |
roundness |
coaxiality |
straightness |
cylindricity |
concentricity |
|
unit:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
production capacity |
1~999999 pcs |
1~999999 pcs |
1~999999 pcs |
1~999999 pcs |
1~999999 pcs |
|
production cycle |
3-20 days |
3-20 days |
3-20 days |
3-20 days |
3-20 days |
Equipped inspection instruments and measuring tools include: CMMs, vision measuring systems, profile projectors, laser diameter gauges, laser interferometers, surface roughness testers, roundness testers, toolmaker's microscopes, stereo microscopes, micrometers, pin gauges, dial indicators, high-precision micrometers, electronic height gauges, calipers, gauge blocks, hardness testers, and thread gauges.
Sanluo Precision’s mill turn machining capabilities offer significant advantages: Complementary functions (turning suits rotational surfaces; milling suits flat and complex shapes; the combination expands the range of machinable parts, including shafts, discs, housings, and impellers); Enhanced precision (turning ensures concentricity and roundness; milling ensures flatness and perpendicularity; the combination achieves high geometric tolerance accuracy, such as 0.02mm concentricity and 0.03mm perpendicularity); Increased efficiency (optimized sequencing of rough and finish turning/milling allows for rapid material removal while ensuring precision, boosting efficiency by 30%–50%); Superior surface quality (turning achieves Ra 0.8–3.2μm and milling Ra 1.6–6.3μm, resulting in smooth finishes); Cost reduction (fewer process steps; a single multitasking machine requires less investment and floor space than multiple standalone machines); and High adaptability (flexible for single-piece or small-batch production, yet highly efficient for mass production).
As a professional mill turn machining manufacturer, Sanluo Precision provides comprehensive and reliable services. Equipment Configuration: Turning equipment (30 CNC lathes/turning centers; diameter φ10–800mm; IT7 precision grade); Milling equipment (20 vertical/horizontal machining centers; travel 500–2000mm; precision ±0.01mm); Mill-turn equipment (10 Mazak/DMG Mori 5-axis mill-turn centers supporting single-setup machining); Inspection equipment (CMM, roundness tester, roughness tester, and vision measuring system with 0.003mm precision for full-dimension inspection); Technical team (20 process engineers, 30 programmers, 50 technicians); ISO9001 system (first-article inspection, in-process patrol inspection, final product full inspection; 99% pass rate). The company provides professional, customized mill turn machining services to global clients.
|
Parameter Category |
Parameter Details |
|
Equipment Model |
842 Series |
|
Brand |
Schaublin |
|
Core Positioning |
High-precision machine for complex applications, also suitable for hard turning |
|
Axis Configuration |
Configurable with Y-axis and up to 7 interpolation axes |
|
Spindle Accuracy |
The spindle features exceptional geometric accuracy of less than 0.5 μm |
|
Machining Capacity |
Maximum turning diameter: 360 mm; Maximum turning length: 398 mm |
|
Turret System |
High-precision radial turret VDI30 with 16 stations |
|
Optional Configuration |
Sub-spindle and second turret are available as options |
|
CNC System |
FANUC System |
|
Typical Applications |
precision mill turn machining parts, etc |
|
Parameter Category |
Parameter Details |
|
Equipment Model |
INDEX MS16-6 Plus |
|
Core Positioning |
Multi-axis high-efficiency and multi-functional machining |
|
Number of Axes & Spindles |
6 working spindles and 2 synchronous spindles |
|
Machining Capacity |
Bar diameter: 16 mm (22 mm for Plus version) |
|
Spindle System |
Maximum speed: 10,000 rpm; Maximum power: 15 kW; Maximum torque: 18 Nm |
|
Tool Post System |
Up to 12 tool posts |
|
Core Functions |
Supports polygon turning, milling, cross hole deburring and other machining technologies |
|
CNC System |
iXpanel operating system based on Siemens S840D sl |
|
Core Advantages |
Short tool change time, powerful performance and short auxiliary time; capable of dual three-axis machining |
|
Typical Applications |
precision mill turn machining parts, etc |




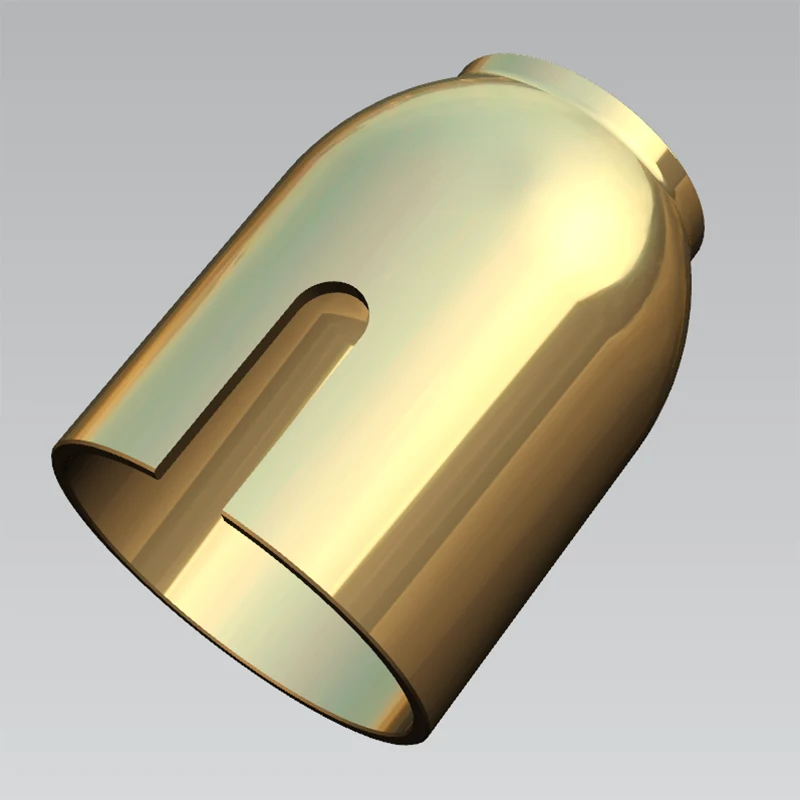
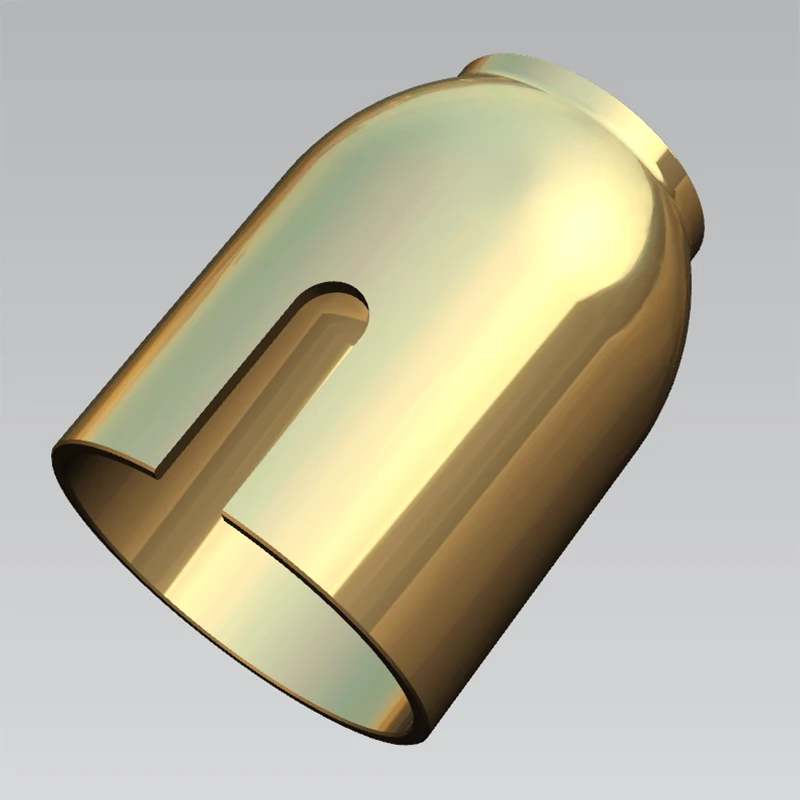
This product is a core component customized for a medical technology enterprise in Shanghai. Made from 316L stainless steel, it is used in implantable medical devices. The product adheres to strict medical industry standards regarding corrosion resistance, surface quality, and various geometric dimensioning and tolerancing (GD&T) requirements.
The client specified critical technical requirements: coaxiality between the inner bore and outer diameter, axial runout, and dimensional accuracy of the outer contoured surface. Key mating surfaces required coaxiality tolerance control within 0.01mm and an outer surface roughness of Ra ≤ 0.8. The finished workpiece had to be free of burrs and scratches, fully complying with medical-grade surface specifications. Due to the high ductility of 316L stainless steel—which makes it prone to tool adhesion and deflection—traditional separate turning and milling processes could not simultaneously guarantee surface accuracy and positional tolerances. Consequently, the client specified the use of mill turn machining technology.
To address these machining challenges, we utilized a mill-turn center for integrated processing, completing all operations—including the outer diameter, inner bore, contoured surface, and side slots—in a single setup. During the rough machining stage, a 0.2mm machining allowance is left on critical surfaces, and a high-pressure cooling system is employed throughout to continuously flush away chips, effectively preventing the stainless steel from sticking to the cutting tool. For the finishing stage, specialized form tools are used with low-speed, high-feed parameters; precise control over tool deflection ensures the accuracy of the curved profile, while simultaneous machining of the side slot eliminates errors associated with re-clamping.
Upon completion, we conduct comprehensive inspections of all critical dimensions and specifications using a Coordinate Measuring Machine (CMM) and a surface roughness tester. Measured results show coaxiality consistently controlled within 0.03mm, axial runout not exceeding 0.01mm, and surface roughness reaching Ra0.8—all meeting drawing specifications. The product passed acceptance inspection on the first attempt, assembled smoothly, and met all cleanliness and precision standards required for medical equipment.
The client's previous supplier used a multi-stage machining process; repeated clamping caused deviations in the curved profile and interference issues during assembly—problems that could not be fully resolved despite multiple rework attempts. Our turn-mill composite machining process eliminated clamping errors at the source, successfully overcoming this challenge. This batch of motor end caps is currently operating stably in implantable medical devices; both corrosion resistance and operational performance meet the client's expectations. The resulting long-term partnership fully demonstrates the exceptional value of turn-mill composite machining for high-precision, medical-grade stainless steel components.
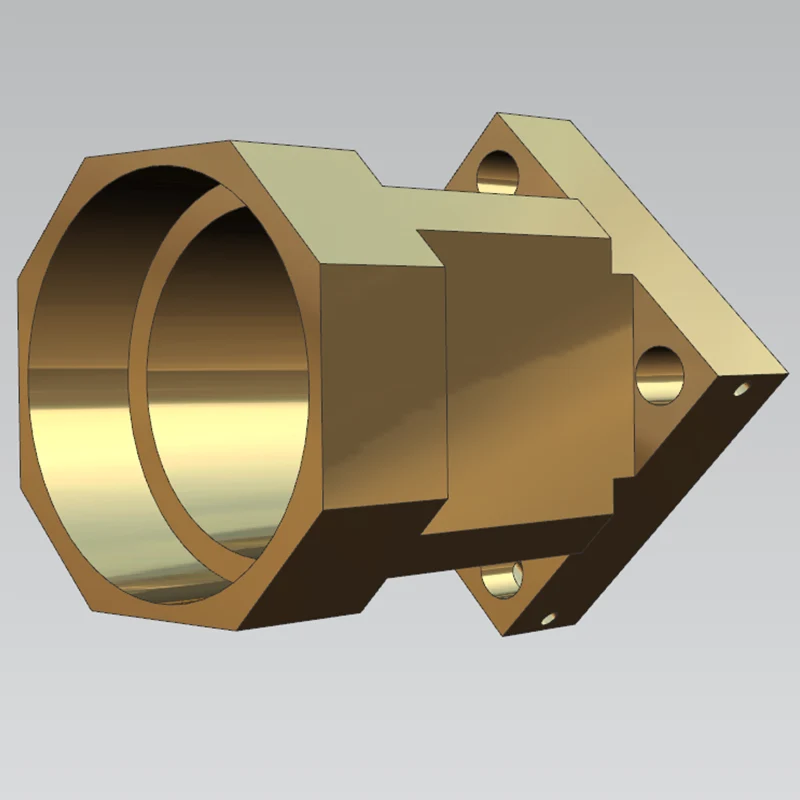
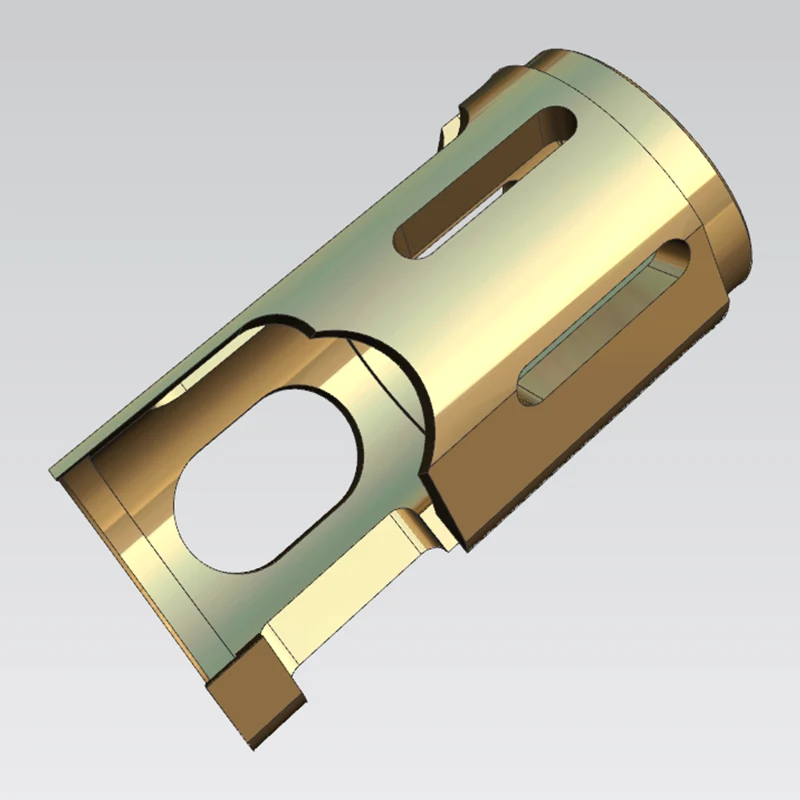
This stainless steel sleeve serves as a core guiding component for BOSCH automation equipment. Made of stainless steel and used in precision transmission mechanisms, it demands extremely high standards for coaxiality, positional accuracy, and surface quality.
Key client inspection standards include: coaxiality between the inner bore and outer diameter, axial runout, and the positional accuracy of the long side slot and locating holes. Drawing specifications strictly require coaxiality tolerance for critical mating surfaces to be within 0.05mm, alongside strict limits on the roundness and cylindricity of the outer diameter and inner bore. All outer edges must be deburred and radiused, and the workpiece surface must be free of scratches or burrs. Stainless steel is prone to adhesion and tool deflection during machining; traditional multi-stage processing struggles to simultaneously meet strict form, orientation, and positional tolerances. Consequently, the client specified the use of a turn-mill composite machining process.
We utilized a turn-mill machining center to achieve a "one-stop" production process, completing the machining of the outer diameter, inner bore, end face, side slots, and locating holes in a single setup. During rough machining, a 0.2mm finishing allowance was reserved for critical areas, and high-pressure coolant was applied throughout to flush away chips and prevent the tool from sticking to the workpiece. For finishing, we employed specialized stainless steel tooling and adjusted cutting parameters to precisely control tool deflection; side slots and locating holes were machined simultaneously to eliminate accuracy deviations caused by re-clamping.
The finished parts underwent comprehensive inspection using a Coordinate Measuring Machine (CMM) and a surface roughness tester. Measured coaxiality remained stable within 0.03mm, end-face runout was controlled within 0.01mm, and all positional and dimensional tolerances met the blueprint specifications. The samples passed inspection on the first attempt; assembly was seamless, and vibration and noise levels during equipment operation remained well within design limits.
Previously, parts produced via multi-stage processing suffered from coaxiality and positional accuracy issues caused by clamping errors, leading to frequent jamming and abnormal noise during operation—problems that repeated rework failed to resolve. The turn-mill composite process fundamentally eliminated clamping errors. This batch of sleeves is now in stable, long-term use within automated equipment, meeting all requirements for operational stability and fit precision. Subsequent high-volume orders have continued to be entrusted to us, further validating the significant advantages of turn-mill composite machining for high-end industrial stainless steel components.
Address
Guangming District, Shenzhen City, Guangdong Province, China
Tel









