



CNC Cutting is one of our core precision manufacturing services. As a professional CNC cutting manufacturer and supplier in China, we provide comprehensive numerical control cutting solutions including laser cutting, wire EDM, plasma cutting, and water‑guided laser technology for global clients.
Our production equipment includes CNC machines, numerical control lathes, numerical control grinders, laser cutting systems, wire cutting, electrical discharge machining, and over 130 units of various professional production equipment.
Our fiber laser cutting systems feature power ranging from 1000W to 12000W, capable of cutting carbon steel up to 30mm, stainless steel up to 20mm, and aluminum alloy up to 15mm. Cutting accuracy reaches ±0.05mm with kerf widths of 0.1--0.3mm and cutting surface perpendicularity ≤0.3mm.
We operate ZKH550 5‑axis CNC wire EDM machines specifically designed for complex structures like orthopedic implants. Specifications include:
| Parameter | Specification |
| Machining Precision | ±0.003 mm |
| Surface Finish | Ra ≤ 0.8 μm (after multiple cuts) |
| Max Processing Efficiency | ≥ 300 mm²/H |
| Effective Travel | 550 mm × 450 mm |
| Taper Capability | ±6° |
| Control System | Windows 7+ with direct DXF file import and automatic ISO code generation |
Core advantage: No expensive molds required, rapid response to design changes, excels at processing high‑hardness biocompatible materials like Ti6Al4V titanium alloy.
Typical applications: Orthopedic locking screws, bone plates, intramedullary nails, and precision mold components.
CNC plasma cutting for medium‑thick plates from 6mm to 50mm, offering fast processing speed and low cost for batch rough machining. We have provided customized CNC cutting services to industries including steel structure, chassis cabinets, elevators, agricultural machinery, and construction machinery, with a monthly processing capacity of 30 tons and a 99% on‑time delivery rate.
For applications requiring zero heat‑affected zones, we employ LCS800 water‑guided laser processing equipment. Key specifications:
| Parameter | Specification |
| Laser Wavelength | 532 nm |
| Laser Power | 20--200 W |
| Max Water Pressure | 600 bar |
| Minimum Kerf Width | 0.030 mm |
Core advantage: The laser beam is transmitted through total internal reflection in a micron‑scale water jet, achieving zero heat‑affected zone, no micro‑cracks, and no debris deposition --- cuts are parallel with no V‑shape.
Typical applications: Silicon carbide, CFRP composites, semiconductor devices, and other heat‑sensitive materials.
| dimensional accuracy | OD | ID | SW | SH | DA |
| unit:±/mm | 0.005 | 0.008 | 0.002 | 0.005 | 0.0001 |
| Geometric accuracy | roundness | coaxiality | symmetry | concentricity | circular runout |
| unit:±/mm | 0.002 | 0.005 | 0.008 | 0.005 | 0.005 |
| production capacity | 1~999999 pcs | 1~999999 pcs | 1~999999 pcs | 1~999999 pcs | 1~999999 pcs |
| production cycle | 3-20 days | 3-20 days | 3-20 days | 3-20 days | 3-20 days |
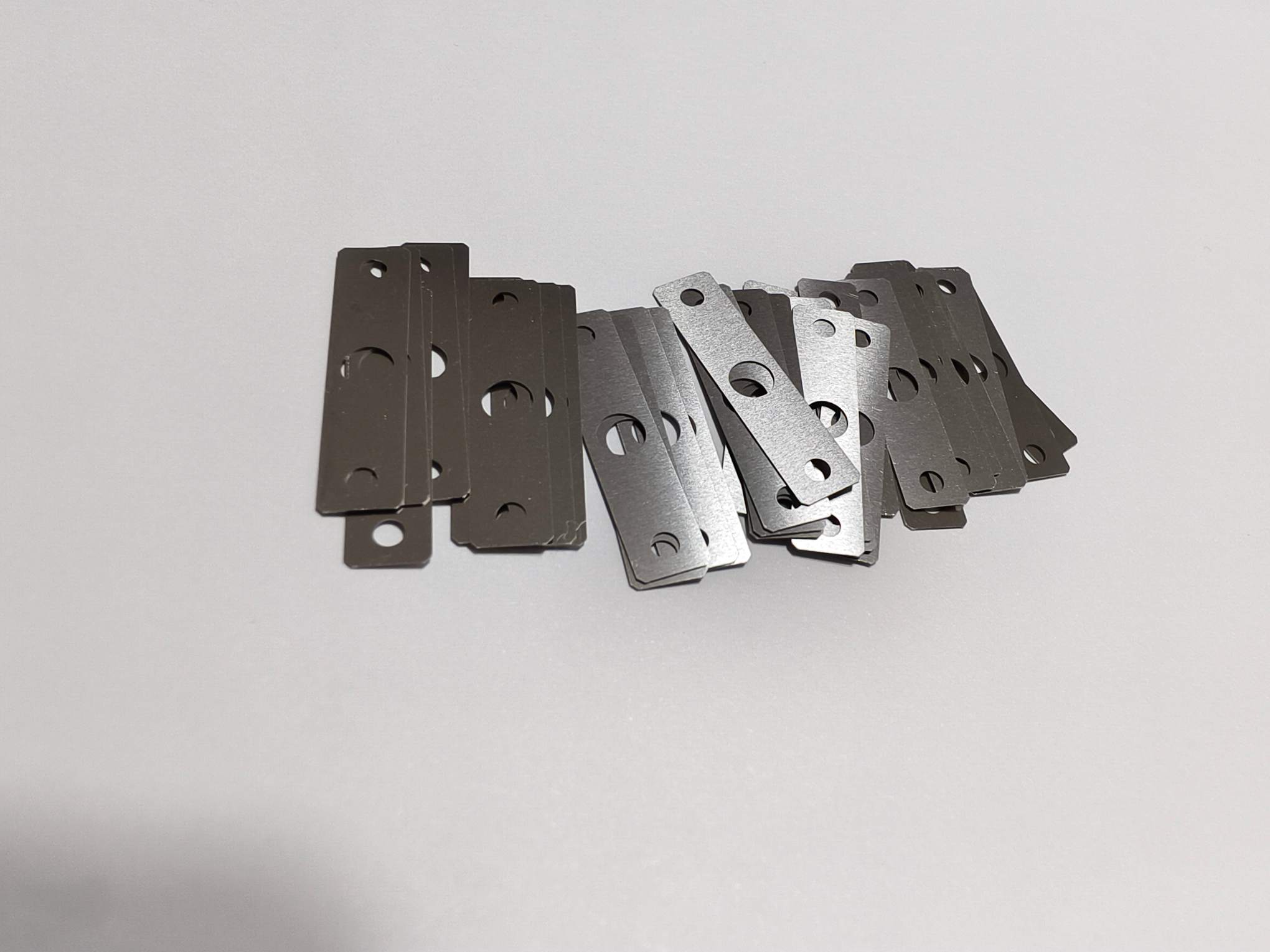
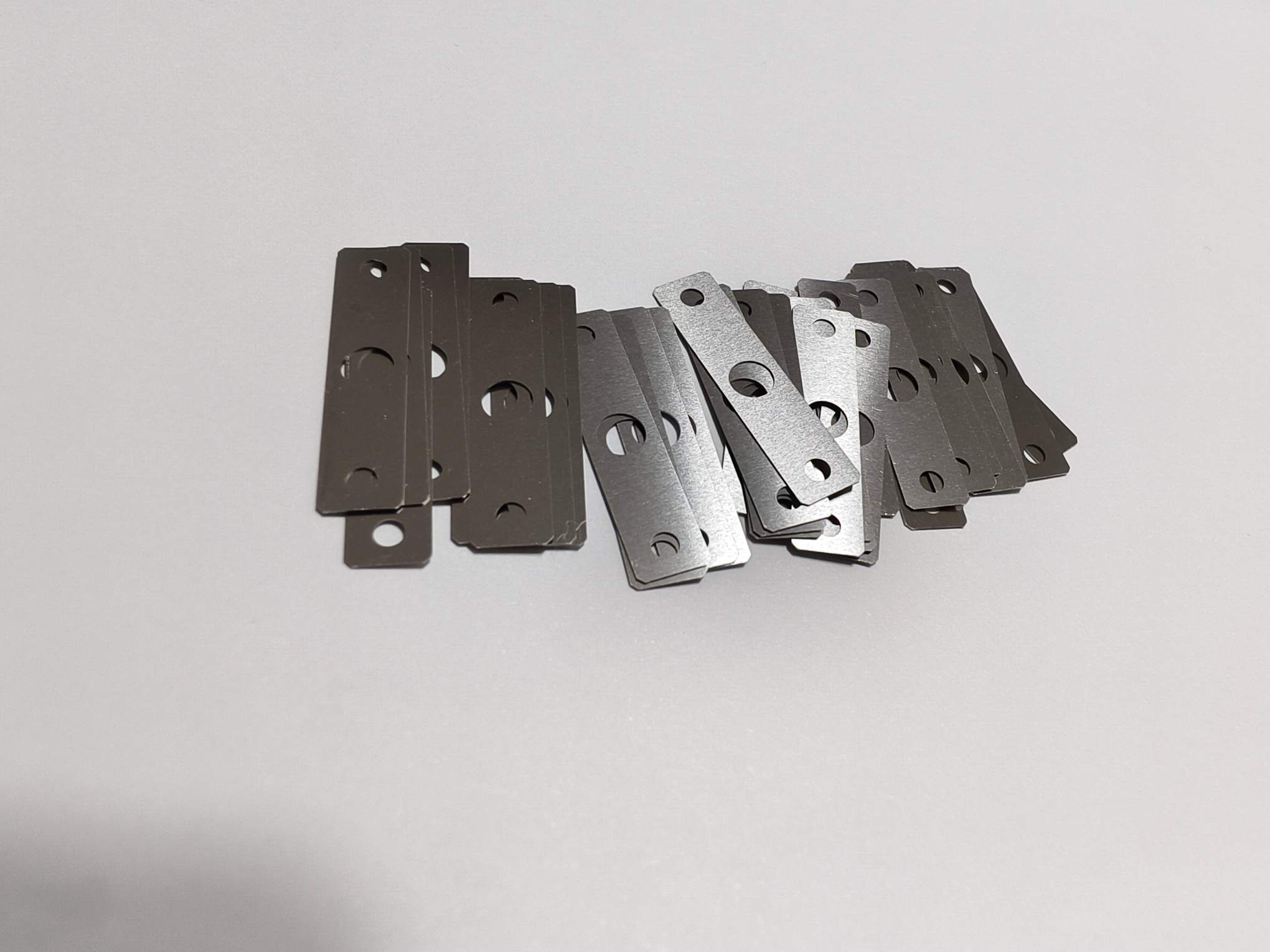
This ultra‑thin shim is made from imported 304 non‑magnetic stainless steel, primarily used as an isolation spacer inside micro servo motors for a European automation equipment manufacturer. It serves as a critical magnetic isolation component within precision transmission assemblies.
| Parameter | Requirement |
| Material | Imported 304 non‑magnetic stainless steel |
| Thickness | 0.5mm ± 0.002mm |
| Flatness | ≤ 0.002mm |
| Surface | No tool marks, scratches, or indentations |
| Magnetic Property | Micro‑magnetic or completely non‑magnetic (< 0.02mT) |
| Overall Dimensions | Length 43.96mm, Width 9.00mm |
| Mounting Holes | 2× Φ2.10 through holes, 2× Φ2.20 counter‑sunk holes, 1× Φ3.2 locating hole |
| Hole Position Tolerance | ±0.003mm |
Why this was a challenge: The client had previously approached three local machining shops --- all samples failed. The 0.5mm ultra‑thin material is prone to vibration and warping during conventional clamping. Achieving 0.002mm flatness on such a thin plate is extremely difficult, and maintaining non‑magnetic properties after machining requires dedicated stress‑relief and demagnetising steps.
| Parameter | Sample 1 | Sample 2 | Sample 3 | Requirement |
| Overall Length | 43.959mm | 43.961mm | 43.958mm | 43.96 ±0.02mm |
| Overall Width | 8.999mm | 9.001mm | 9.000mm | 9.00 ±0.02mm |
| Thickness | 0.501mm | 0.499mm | 0.500mm | 0.5 ±0.002mm |
| Flatness | 0.0012mm | 0.0015mm | 0.0009mm | ≤ 0.002mm |
| Residual Magnetism | 0.013mT | 0.008mT | 0.010mT | < 0.02mT |
| Surface Roughness | Ra 0.018μm | Ra 0.016μm | Ra 0.019μm | Ra ≤ 0.02μm |
Client outcome: The customer's motor rework rate dropped from 15% to 0 across six consecutive batches. Assembly efficiency improved by 32%. The client has now placed annual orders exceeding 80,000 pieces for this component.
"Sanluo's customised CNC cutting process and full‑inspection system solved a two‑year pain point. Very few shops can achieve 0.002mm flatness on 0.5mm sheet --- we have found our long‑term partner." --- Written client testimonial.
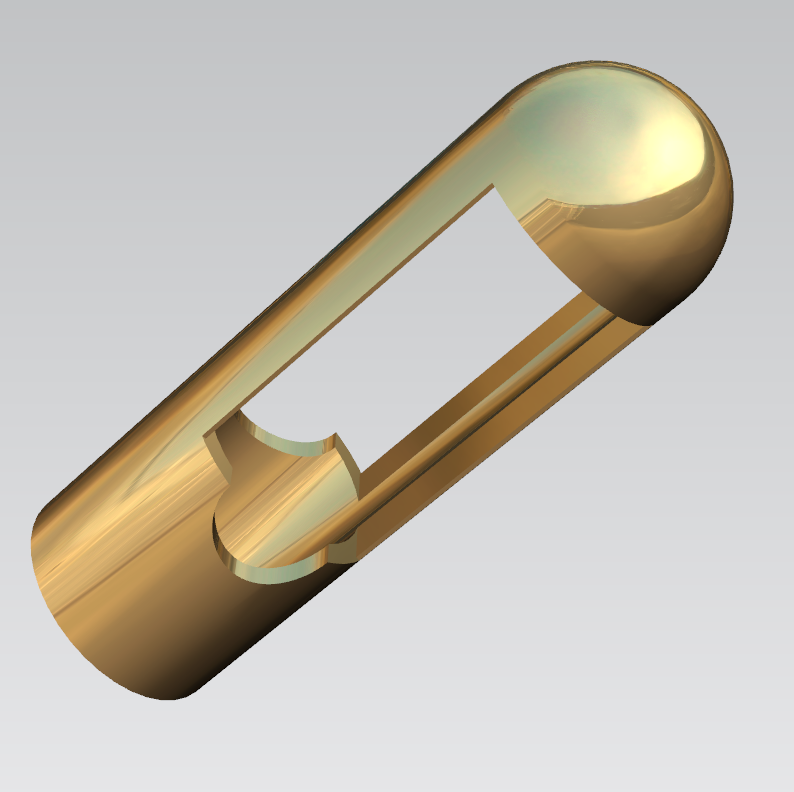
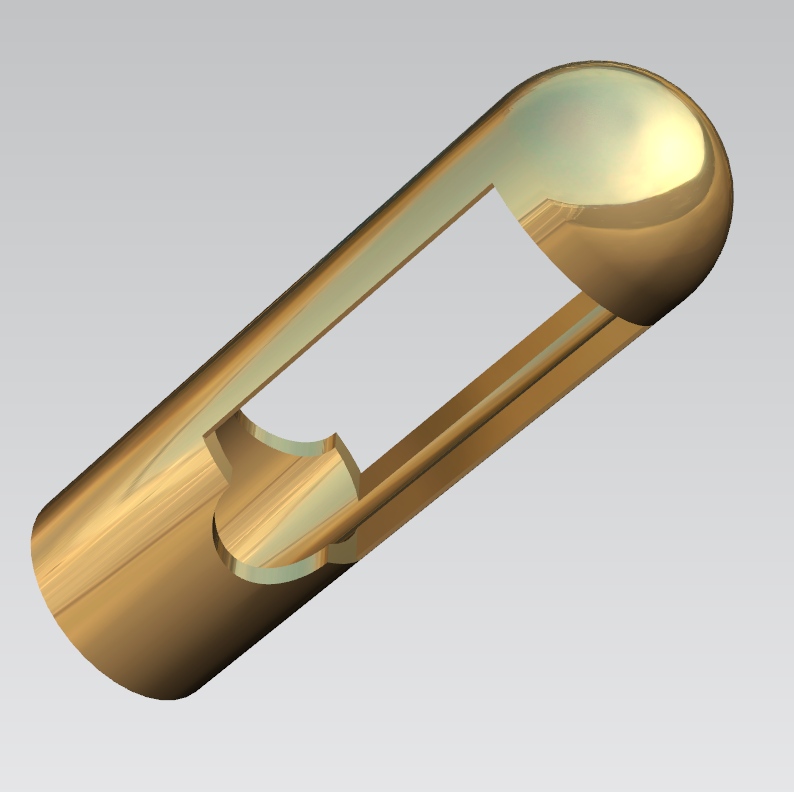
This thin‑wall housing is made from H62 brass and serves as the core support structure inside industrial high‑precision photoelectric sensors. The part must withstand constant temperature environments and mate with spring probes, sealing rings, and locating pins with precision interference fits.
| Parameter | Requirement |
| Overall Length | 1.55mm ± 0.05mm |
| Max Outer Diameter | 80.31mm |
| Wall Thickness | 0.55mm (single side) |
| Coaxiality | 0.01mm |
| Surface Finish (mating faces) | Ra 0.8 |
| Internal Groove | Depth 0.85±0.02mm, Width 0.55±0.02mm, Radius R0.03 |
| Tolerances (IT1804‑2000) | ±0.02~±0.05mm for general dimensions |
Why previous suppliers failed: Three other shops attempted samples but all were scrapped due to wall deformation, out‑of‑tolerance coaxiality, and burrs inside the narrow groove. The 0.55mm thin wall is extremely fragile and tends to vibrate or distort during conventional turning.
| Parameter | Sample 1 | Sample 2 | Sample 3 | Requirement |
| Overall Length | 1.53mm | 1.56mm | 1.54mm | 1.55 ±0.05mm |
| Wall Thickness | 0.548mm | 0.551mm | 0.549mm | 0.55mm (nominal) |
| Coaxiality | 0.007mm | 0.006mm | 0.008mm | ≤ 0.01mm |
| Groove Depth | 0.842mm | 0.853mm | 0.847mm | 0.85 ±0.02mm |
| Groove Width | 0.551mm | 0.549mm | 0.552mm | 0.55 ±0.02mm |
| Surface Roughness (mating) | Ra 0.65 | Ra 0.72 | Ra 0.68 | Ra ≤ 0.8 |
Client outcome: The defect rate dropped from 42% (previous supplier) to 0% after 10,000 pcs delivered. Sensor signal drift decreased by 90%, and the client's after‑sales rework cost reduced by 70%. They have now placed a monthly recurring order of 8,000--12,000 pieces.
Our commitment to quality is backed by comprehensive inspection equipment and ISO9001:2008 certification. We deploy a wide range of measuring instruments:
Smart nesting optimisation software maximises material utilisation while maintaining precision. Our monthly processing capacity reaches 30 tons with a 99% on‑time delivery rate, serving industries including steel structure, chassis cabinets, elevators, agricultural machinery, and construction machinery.
Ready to discuss your project? Send us your 2D/3D drawings for a free technical evaluation and quotation. Our Senior Technical Manager will personally review your requirements and propose the optimal CNC cutting strategy.

|

|

|

|
Address
Guangming District, Shenzhen City, Guangdong Province, China
Tel








