




As a professional 5 axis machining manufacturer and supplier in China, Sanluo Precision masters 5‑axis simultaneous machining for complex parts, providing customized services for high‑end industries such as aerospace, automotive mold, medical devices, and energy equipment. We achieve precision machining of complex surfaces and special structures, fully meeting the stringent requirements of advanced manufacturing.
| Dimensional Accuracy | OD | ID | DP | SW | GD |
| Unit: ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| Geometric Accuracy | Roundness | Coaxiality | Cylindricity | Symmetry | Position Tolerance |
| Unit: ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| Production Capacity | 1~999999 pcs | 1~999999 pcs | 1~999999 pcs | 1~999999 pcs | 1~999999 pcs |
| Production Cycle | 3‑20 days | 3‑20 days | 3‑20 days | 3‑20 days | 3‑20 days |
Inspection equipment: CMM, vision measuring systems, projectors, laser diameter gauges, laser interferometers, roughness testers, roundness testers, tool microscopes, stereo microscopes, micrometers, pin gauges, dial indicators, height gauges, calipers, gauge blocks, hardness testers, thread gauges.
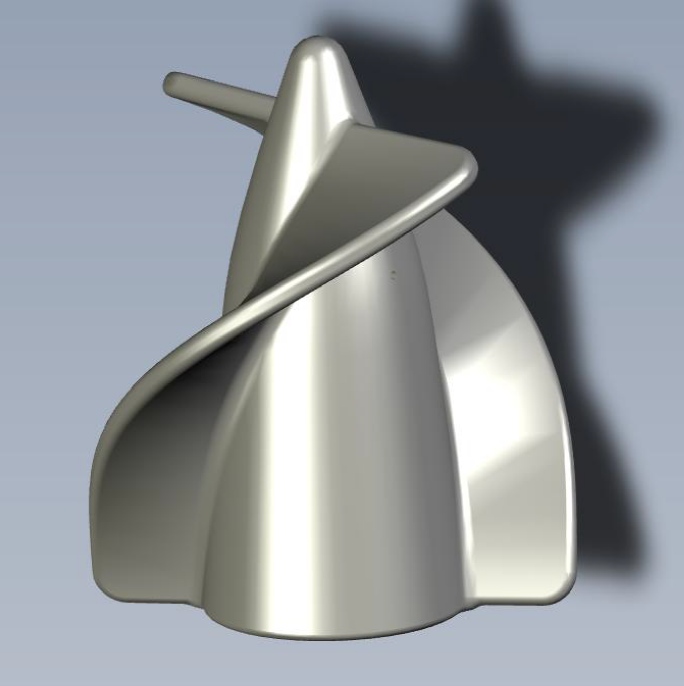
As a professional 5 axis machining manufacturer, we excel in machining complex free‑form surfaces across aerospace, automotive, medical, and energy sectors. Our 5‑axis simultaneous technology, combined with advanced CAM programming and dedicated tooling, ensures high accuracy, excellent surface finish, and elimination of tool‑mark steps.
Bottom line: Our proven expertise in complex surface machining turns challenging geometries into production‑ready components that consistently meet the most demanding industry standards -- from prototype to full‑scale manufacturing.
We back our 5 axis machining with world‑class machine tools, intelligent process control, and comprehensive auxiliary systems. Our facility ensures stable, repeatable precision for medium to large parts, from prototypes to high‑volume production.
Bottom line: With our integrated equipment base, intelligent process controls, and rigorous in‑process verification, we deliver stable, repeatable 5‑axis precision that keeps your production line running -- and your quality standards consistently exceeded.
| Parameter | Details |
| Model | Micro5 |
| Core Positioning | High‑dynamic, high‑precision machining of micro and high‑value components |
| Key Accuracy | Repeatability 0.0005mm, Positioning accuracy < 0.002mm |
| Spindle | Max speed 60,000 rpm |
| Structure | Compact, total weight 550kg; triple‑layer tool magazine with 60 tools; pallet system accommodates 6 zero‑point fixtures |
| Energy & Environment | Low consumption (<500W), with oil mist collector |
| CNC System | Beckhoff (Germany) |
| Travel (X/Y/Z) | 78 / 56 / 50 mm |
| Typical Applications | Micro engineering components, small precious metal parts |
| Parameter | Details |
| Model | DMU 105 monoBLOCK |
| Core Positioning | High‑precision 5 axis machining of large, complex parts |
| Axes & Linkage | 5‑axis simultaneous |
| Bed Structure | GGG60 nodular cast iron, one‑piece casting with FEM‑optimized rigidity 40% higher than traditional designs |
| Key Accuracy | A/C axes direct drive, indexing accuracy ±1 arc‑sec; table positioning accuracy up to 0.001mm |
| Spindle System | HSK‑A100 interface, power 44 kW, torque 288 Nm, speed range 50‑10,000 rpm |
| Travel (X/Y/Z) | 1,135 mm / 1,050 mm / 750 mm |
| Key Advantages | Thermo‑symmetric design reduces thermal deformation; optional pallet changer and in‑process measurement for automation |
| Typical Applications | Precision 5‑axis machined components |
| Parameter | Details |
| Model | JDGR400T |
| Core Positioning | Micron‑level precision, supports mill‑turn composite processes |
| CNC System | Self‑developed JD50, motion control resolution 10nm |
| Spindle | JD150S high‑speed electro‑spindle, HSK‑A50, max speed 32,000 rpm |
| Key Accuracy | Repeatability in micron range; AC axis repeatability 4″ |
| Rotary Table | Dual‑axis direct drive, resolution 0.0001° |
| Tool Magazine | Chain type, capacity 63 tools |
| Key Advantages | On‑machine measurement automatically compensates tool and workpiece errors, ensuring batch yield |
| Typical Applications | Precision 5‑axis components |
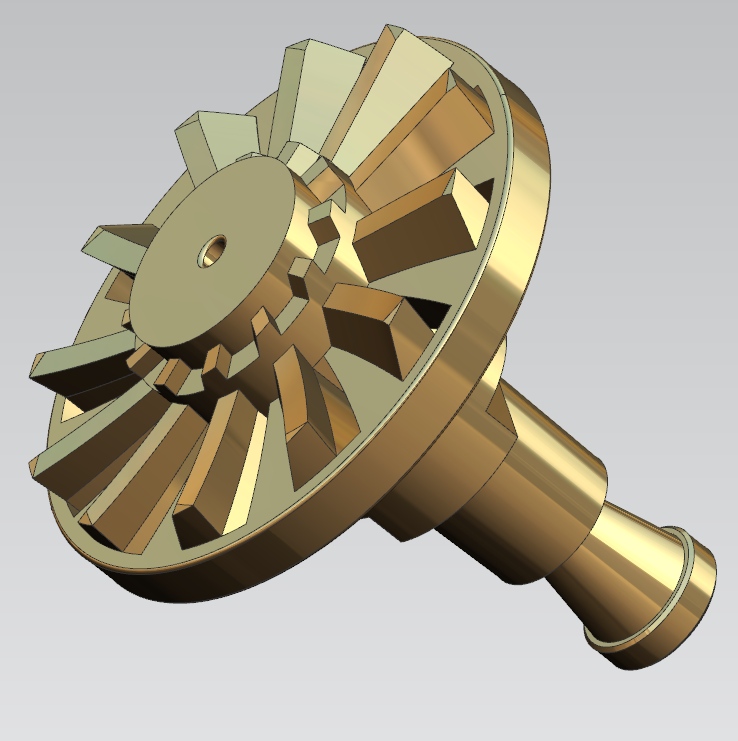
This impeller is made of SUS316 austenitic stainless steel and serves as a core flow‑directing component in fluid booster pumps for a Brazilian equipment manufacturer. The client had approached three previous shops, all failing due to blade deformation, coaxiality issues, micro‑hole blockage, and poor surface finish. They found us via Google search and specified three strict requirements: batch consistency, micron‑level tolerances, and burr‑free fluid‑contact surfaces.
Key drawing specifications:
We used a DMG MORI 5 axis machining center to complete the entire impeller in a single clamping, avoiding multi‑setup errors. Process steps:
Supporting equipment: high‑pressure coolant, Renishaw in‑process probe for tool compensation and automatic datum setting every 20 parts.
| Parameter | Sample 1 | Sample 2 | Sample 3 | Requirement |
| Blade OD φ31 | 31.004 mm | 30.998 mm | 31.001 mm | ±0.01 mm |
| Angle 75° | 74.78° | 75.12° | 74.95° | ±0.5° |
| Blade thickness 0.68 | 0.667 mm | 0.679 mm | 0.685 mm | ±0.05 mm |
| Micro‑hole φ1.5 | 1.491‑1.508 mm (10 holes) | Position error max 0.021 mm | ±0.02 mm | |
| Coaxiality (datum A) | 0.003 mm | 0.004 mm | 0.003 mm | ≤0.005 mm |
| Face runout | 0.010 mm | 0.013 mm | 0.011 mm | ≤0.015 mm |
| Blade surface profile | max 0.018 mm | --- | --- | ≤0.02 mm |
| Surface roughness (fluid contact) | Ra 0.32‑0.38 μm | Mating faces Ra 0.62‑0.75 μm | ≤0.4 / ≤0.8 | |
| Hardness (HV) | 190‑210 | Equivalent HRC <6 | ≤7 | |
Client outcome: After receiving the first 50 pieces, the client's third‑party inspection verified 100% compliance. Compared with previous suppliers, vibration dropped by 70%, noise reduced by 16 dB, and micro‑holes remained unblocked. The client has now placed annual orders for all three impeller variants. Written feedback: "Best dimensional consistency we have ever seen in stainless steel impellers."
After 10 months of use, no corrosion, stress deformation, or return claims. We provide full inspection reports with each batch, 100% inspection on critical tolerances, and free rework for any non‑conforming parts.
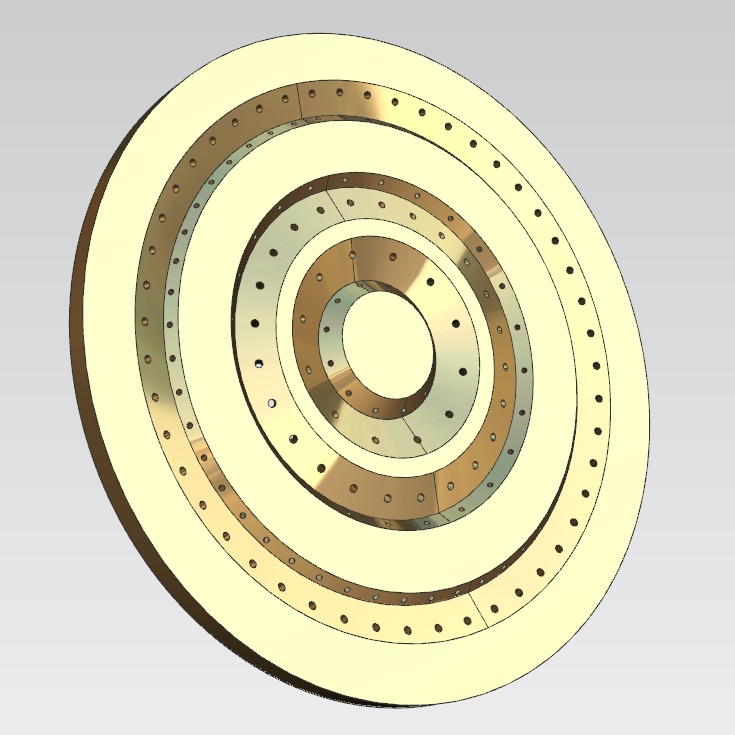
This round multi‑layer flange base plate (part number SLY033‑04‑03A) is made of 7075‑T651 aluminum alloy, weighing 0.849kg per piece. It serves as the core carrier plate inside a chemical vapor deposition (CVD) chamber, supporting wafer positioning under high vacuum and cyclic temperature changes. The client, a domestic semiconductor equipment manufacturer, had previously tried two other shops with a yield below 60% due to flatness, hole coaxiality, and seal groove roughness issues. They approached us after a referral.
Key challenges:
All operations were completed on a DMG 5 axis machining center with single clamping, eliminating cumulative errors from multiple setups. Process steps:
Inspection: Zeiss CMM, roughness tester, roundness tester, laser flatness gauge. 100% first‑article inspection, 15% sampling for batch production.
| Parameter | Measured Values | Requirement |
| Base flatness (5 points) | 0.007, 0.009, 0.006, 0.010, 0.008 mm (max 0.010) | ≤0.012 mm |
| Coaxiality of 3 concentric flanges | max 0.006 mm | ≤0.008 mm |
| Dowel hole position (8 holes) | 0.004‑0.009 mm | ≤0.01 mm |
| O‑ring groove width | 3.997‑4.003 mm | ±0.005 mm |
| Groove bottom flatness | 0.002 mm | ≤0.003 mm |
| Corner radius R0.8 | 0.798‑0.801 mm | ±0.002 mm |
| Groove surface roughness | Ra 0.18 μm | ≤0.2 μm |
Client outcome: After first article approval, the client's third‑party lab confirmed all data within ±0.002mm of our report. Vacuum chamber achieved ultimate pressure 1×10⁻⁶ Pa with no leakage. Yield rate increased from 58% to 99.2%. Rework cost dropped by 72%. Assembly time per unit reduced from 1.8 hours to 0.35 hours. After 50 thermal cycles (-20°C to +120°C), flatness deformation was only 0.011mm (compared to 0.038mm from previous supplier). The client has now transferred all vacuum chamber structural parts to us for 5 axis machining.
After 14 months of continuous production, no dimensional failures reported. We provide 3‑year traceability of inspection data and a 6‑month free‑rework warranty covering non‑conforming parts.
We specialise in simultaneous 5‑axis milling and turn‑mill machining on DMG MORI, Bumotec, and Mori Seiki centres, handling parts up to 1,135mm travel and 2,000kg weight with spindle speeds up to 60,000 rpm. Our 5‑axis capabilities cover:
Every project uses UG NX/Mastercam/Hypermill programming, full 3D simulation, and Renishaw in‑process probing. We deliver 98.8% quality pass rate and serve Fortune 500 clients including Huawei, BYD, and Mindray.
For parts with undercuts, free‑form surfaces, or tight coaxiality (≤0.005mm) -- like impellers and vacuum chambers -- 5‑axis eliminates multiple setups and achieves tolerances that 3‑axis cannot hold.
Aluminium (7075, 6061), stainless steels, titanium alloys, Inconel, copper alloys, PEEK, and precious metals -- with dedicated toolpaths and coolant for each.
Standard OD ±0.005mm, ID ±0.01mm, coaxiality ≤0.01mm, and position tolerance ≤0.01mm; verified by Zeiss CMM and laser interferometers.
Stress‑relief annealing, custom vacuum fixturing, layered cutting (≤0.15mm depth), and symmetrical toolpaths -- holding flatness within 0.010mm even on 300mm‑span parts.
100% first‑article CMM inspection, 15% batch sampling, and a full dimensional report with every shipment -- records retained for 18 months.
Typically 3--20 days depending on complexity and quantity; urgent prototypes can be expedited to 5--7 working days.


Address
Guangming District, Shenzhen City, Guangdong Province, China
Tel








